
เม็ดพลาสติกที่หลอมละลายในกระบอกฉีดโดยใช้ความร้อนจากฮีทเตอร์จะถูกฉีดเข้าแม่พิมพ์โดยแรงดันของไฮดรอลิคผ่านปลายของหัวฉีด การที่จะให้สภาพการฉีดขึ้นรูปคงที่หรือสม่ำเสมอนั้น วัตถุดิบที่ถูกป้อนเข้าแม่พิมพ์จะต้องมีปริมาณคงที่ เมื่อคำนึงถึงปริมาณของวัตถุดิบกับระยะทางที่สกรูเคลื่อนที่ถ้าระยะทางการเคลื่อนที่ของสกรูสั้นปริมาณวัตถุดิบที่ป้อนเข้าสู่แม่พิมพ์จะมีปริมาณน้อยและถ้าระยะทางการเคลื่อนที่ของสกรูยาวปริมาณวัตถุดิบก็จะมากขึ้นตามไปด้วย ซึ่งหมายถึงว่าถ้าต้องการควบคุมปริมาณวัตถุดิบที่ป้อนเข้าสู่แม่พิมพ์คงที่ส่วนสำคัญคือ ควบคุมระยะทางเคลื่อนที่ของสกรูให้คงที่ วิธีการควบคุมระยะทางการเคลื่อนที่ของสกรูมี 2 แนวทาง 1.ควบคุมเวลาที่จำเป็นในการเคลื่อนที่ของสกรู 2.ควบตำแหน่งของสกรูเมื่อสกรูเคลื่อนที่ไปแล้ว ถ้ากำหนดให้ระยะทางการเคลื่อนที่ของสกรูคงที่เวลาที่จำเป็นในการเคลื่อนที่ของสกรูจะขึ้นอยู่กับความเร็วของสกรู เช่น ถ้าใช้ความเร็วสูงการเคลื่อนที่ของสกรูจะใช้เวลาน้อยและถ้าใช้ความเร็วต่ำจะต้องใช้เวลามากขึ้น ถึงแม้ว่าจะสามารถควบคุมความเร็วในการเคลื่อนที่ของสกรูได้อย่างเที่ยงตรงแต่การควบคุมเวลาที่แน่นอนให้สัมพันธ์กับความเร็วจะทำได้ยากมาก หน่วยนับของความเร็วในการเคลื่อนที่ของสกรูกำหนดให้เป็น มิลลิเมตร/วินาที ( ขึ้นอยู่กับเครื่องฉีด ) ภายใต้สมมุติฐานที่ว่าความเร็วของวัตถุดิบที่ถูกป้อนเข้าสู่แม่พิมพ์เหมือนความเร็วของการเคลื่อนที่ของสกรู ตัวอย่างเช่น ถ้าระยะทางในการเคลื่อนที่ของสกรูเท่ากับ 300 ม.ม ความเร็วเท่ากับ 50ม.ม/วินาที เวลาที่ใช้จะเท่ากับ 6 วินาที

จากวิธีการคำนวณถึงแม้ว่าจะสามารถควบคุมความเร็วได้อย่างเที่ยงตรง แต่การควบคุมทั้งความเร็วและเวลาให้เที่ยงตรงทำได้ยากมากยกตัวอย่างเช่น ถ้าควบคุมความเร็วให้เที่ยงตรงและให้การควบคุมเวลามีเบี่ยงเบนได้ +_0.1 วินาที จะมีผลกระทบต่อระยะทางการเคลื่อนที่ของสกรู ดังนี้ 

ในการฉีดขึ้นรูปขึ้นรูปพลาสติกแบ่งการควบคุมเป็น 2 ช่วง 1.ช่วงควบคุมความเร็ว คือ ช่วงที่วัตถุดิบถูกป้อนเข้าสู่แม่พิมพ์จนเกือบเต็มแบบ 2.ช่วงควบคุมแรงดัน คือ ช่วงที่เปลี่ยนจากควบคุมความเร็วเป็นช่วงควบคุมแรงดัน ถ้าเราสามารถควบคุมจุดเปลี่ยนจากช่วงควบคุมความเร็วเป็นช่วงควบคุมแรงดันให้คงที่จะทำให้ฉีดขึ้นรูปชิ้นงานมีคุณภาพสม่ำเสมอ เครื่องฉีดบางรุ่นสามาถเลือกได้ว่าจะใช้ระยะหรือเวลาในช่วงควบคุมความเร็วและช่วงควบคุมแรงดัน โดยถ้าใช้เวลาเป็นตัวกำหนดการเคลื่อนที่ของสกรูอาจได้รับผลกระทบจากความเร็วของสกรูให้เกิดความเบี่ยงเบนได้มากหรือน้อยขึ้นอยุ่กับแรงดันในการฉีด ความเร็ว ระยะของสกรู ดังตัวอย่างการคำนวณตามตาราง 
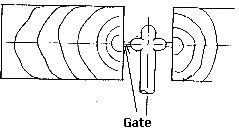
วัตถุดิบจะถูกป้อนให้ไหลผ่านเกท ( Gate ) เข้าสู่แม่พิมพ์ด้วยความเร็วคงที่ระดับหนึ่งจนเต็มแม่พิมพ์ แต่เนื่องจากวัตถุดิบที่ถูกป้อนจากความเร็วของสกรูทำให้ไม่สามารถหยุดการไหลได้ทันทีจึงทำให้เกิดแรงดันภายในแม่พิมพ์เพิ่มขึ้นอย่างรวดเร็วซึ่งเรียกว่า แรงดันส่วนเกิน ( Over pack ) ถ้าแรงดันสูงเกินไปจะเกิดครีบที่ชิ้นงานและยังเป็นสาเหตุของปัญหาอื่นๆอีก ในกรณีป้อนวัตถุดิบเข้าสู่แม่พิมพ์ด้วยความเร็วต่ำสามารถเปลี่ยนจุดควบคุมความเร็วเป็นการควบคุมแรงดันเมื่อวัตถุดิบมีปริมาณ 99 %ของแม่พิมพ์หรือเกือบเต็มแม่พิมพ์ แต่ถ้าใช้ความเร็วในการป้อนวัตถุดิบเข้าแม่พิมพ์สูงและเปลี่ยนจุดการควบคุมความเร็วเป็นการควบคุมแรงดันเมื่อวัตถุดิบเกือบเต็มแม่พิมพ์จะเกิดแรงดันส่วนเกิน ซึ่งหมายความว่าให้เปลี่ยนจุดควบคุมควบคุมความเร็วก่อนหน้านั้นเล็กน้อยจะช่วยแก้ปัญหาได้ แรงดันที่ควบคุมค่าความเร็วขณะที่สกรูเคลื่อนที่เป็นสิ่งที่จำเป็น ตัวอย่างเช่น เมื่อตั้งความเร็วของการฉีดไว้ที่ 100 ม.ม/วินาทีและตั้งค่าแรงดันฉีดต่ำ แต่ในความจริงความเร็วต่ำกว่าค่าที่ตั้งไว้ และเมื่อเพิ่มแรงดันอีกความเร็วก็อาจเพิ่มขึ้นเป็น 100 ม.ม/วินาทีและเมื่อความเร็วของสกรูเท่ากับค่าที่ตั้งไว้ถึงแม้จะเพิ่มแรงดันขึ้นอีกความเร็วก็จะไม่เปลี่ยนแปลงถ้าเป็นเครื่องฉีดรุ่นใหม่จะมีมอนิเตอร์แสดงเป็นกราฟ 2 เส้น คือ ค่าแรงดันที่ตั้งไว้และค่าแรงดันจริงในการทำงาน การควบคุมแบบนี้เรียกว่า แรงดันควบคุมความเร็ว เพื่อให้ง่ายต่อการเข้าใจขอยกตัวอย่าง

ถ้ารูทางออกของถังน้ำมีขนาดเท่ากัน แรงดันของน้ำที่ไหลออกมาจะขึ้นอยู่กับปริมาณของน้ำในถังเปรียบปริมาณน้ำในถังเหมือนแรงดันฉีด ในกรณีทีแรงดันในการฉีดมีการเปลี่ยนแปลงจะทำให้ความเร็วเปลี่ยนแปลงไปด้วย จึงทำให้การขึ้นรูปไม่เที่ยงตรง ถ้าความเร็วในการฉีดเที่ยงตรงจะทำให้เวลาจากจุดเริ่มต้นฉีดจนถึงจุดควบคุมแรงดันคงที่จะทำให้คุณภาพของชิ้นงานสม่ำเสมอ










{kind=link}
{kind=link}